MechanicalApr 2026
Industrial Power Transmission System
Belt Drive Designer — MECH3110 Group Project
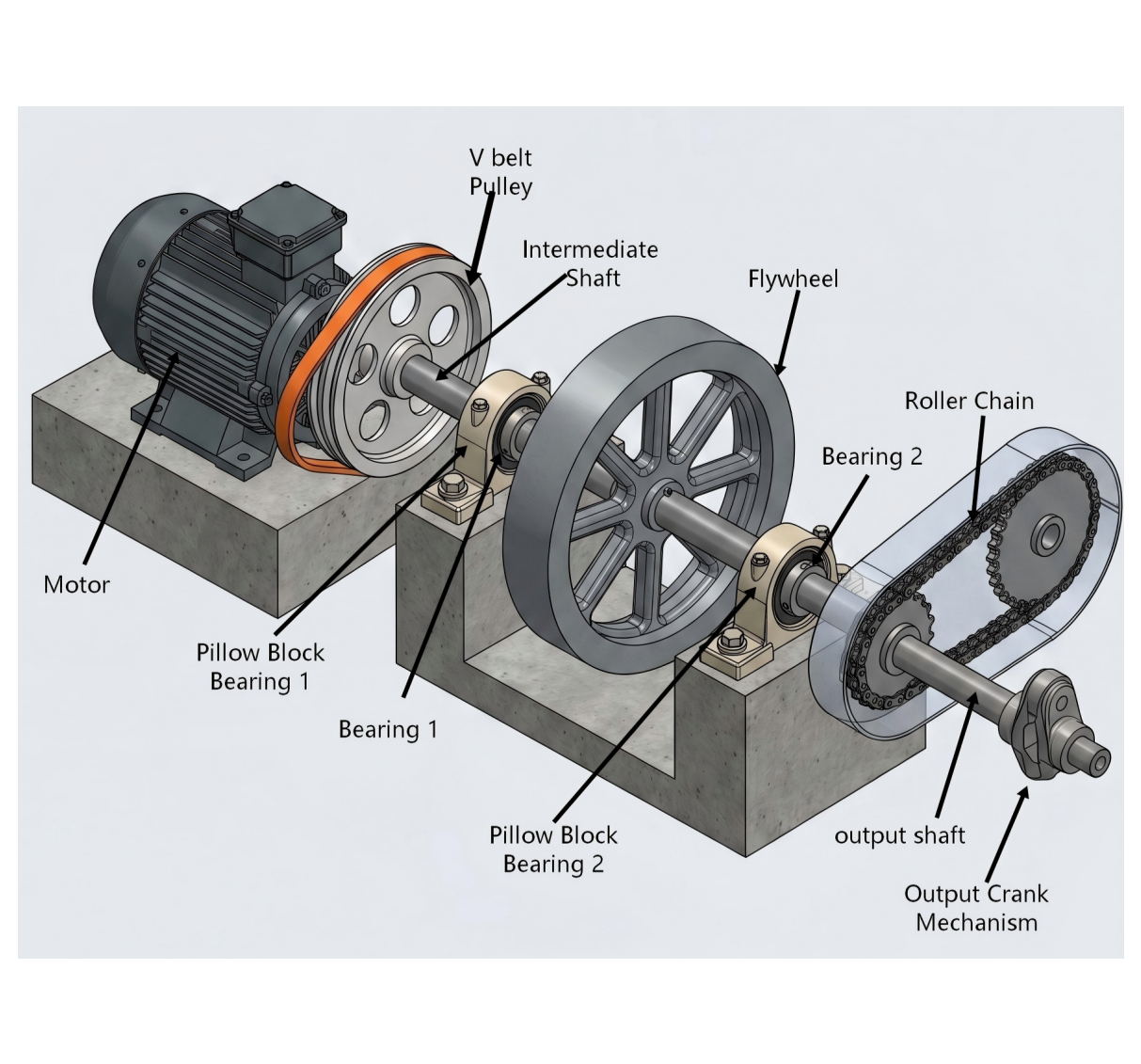
A group machine design project at UNSW to replace a failing compressor drive at Spin 'n' Win Tyres. The existing setup was producing excessive vibration that disrupted workshop operations. The brief required a full redesign from a 1450 rpm motor down to 180 rpm compressor output, an 8.05:1 reduction split across a V-belt stage and roller chain stage through an intermediate shaft.
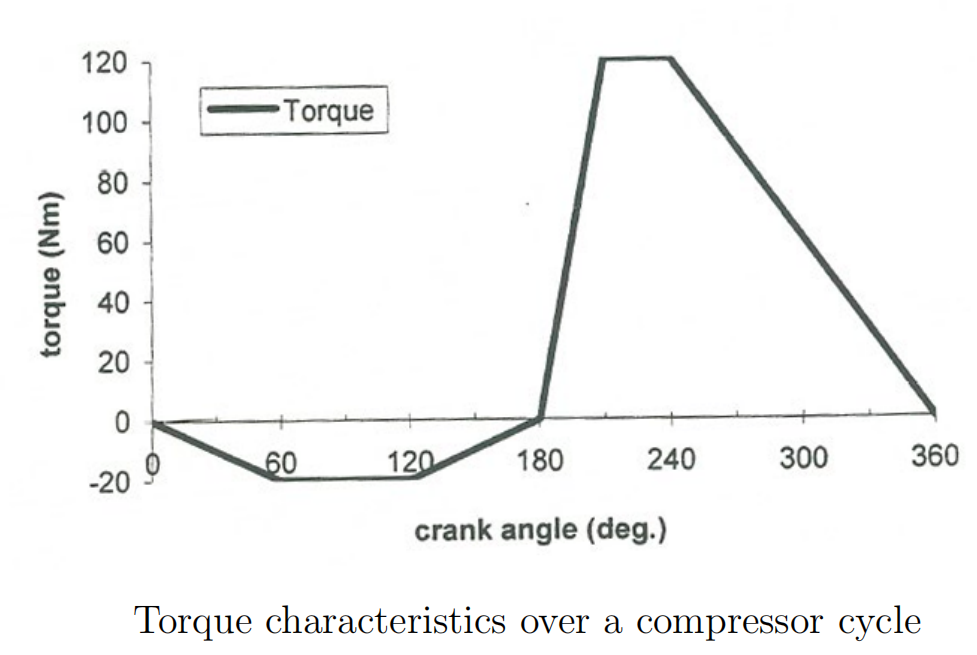
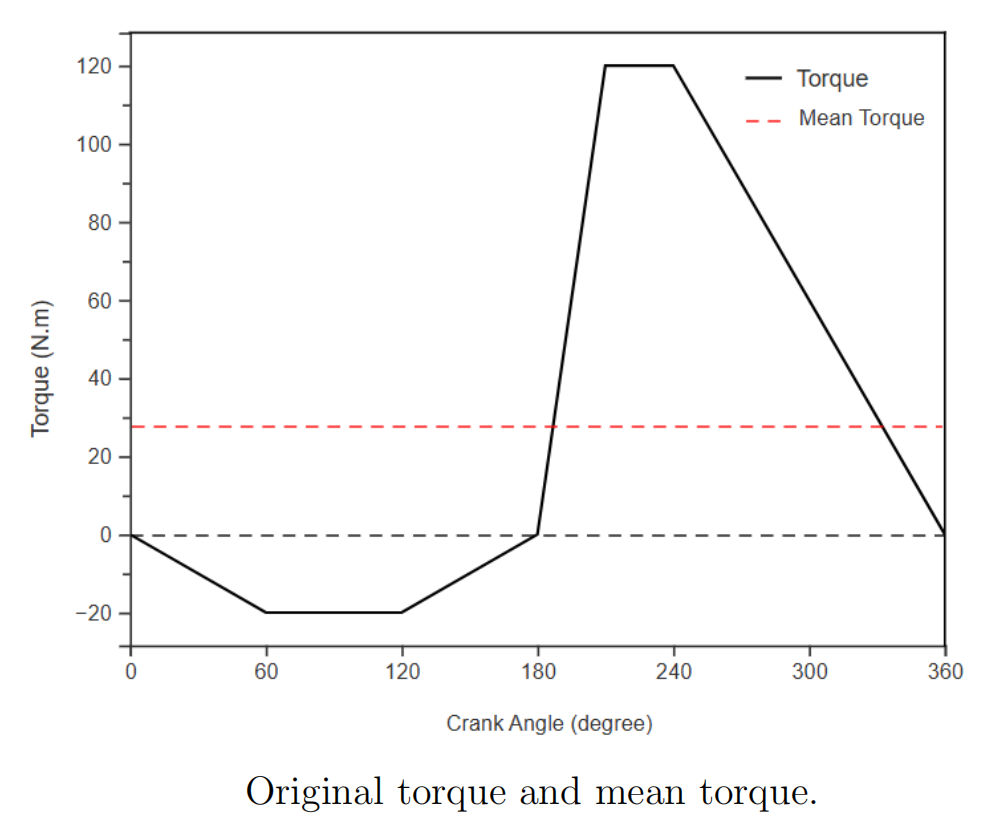
- Derived motor power requirements by integrating the compressor torque curve: 28.33 Nm mean torque, 534 W at compressor, 780.81 W input needed after losses
- Selected 1.5 kW WEG W22 motor providing 92% power margin; specified B67 V-belt with 112 mm and 318 mm pulleys, giving FOS 2.29 and service life of 1.58 years
- Chain drive: ANSI #40 roller chain, 19 and 54 tooth sprockets, hitting 179.7 rpm output (0.2% off target), chain FOS 3.24
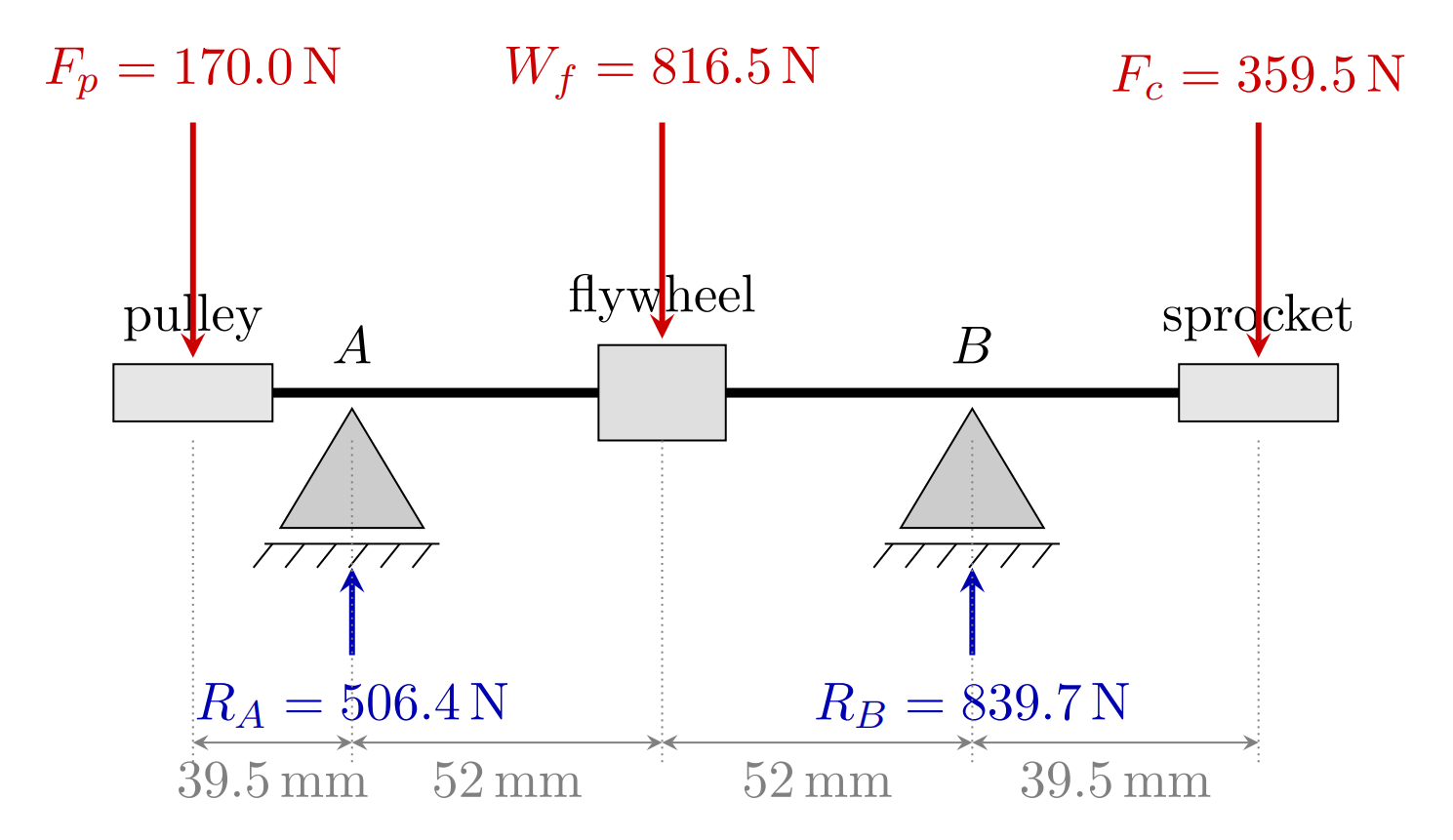
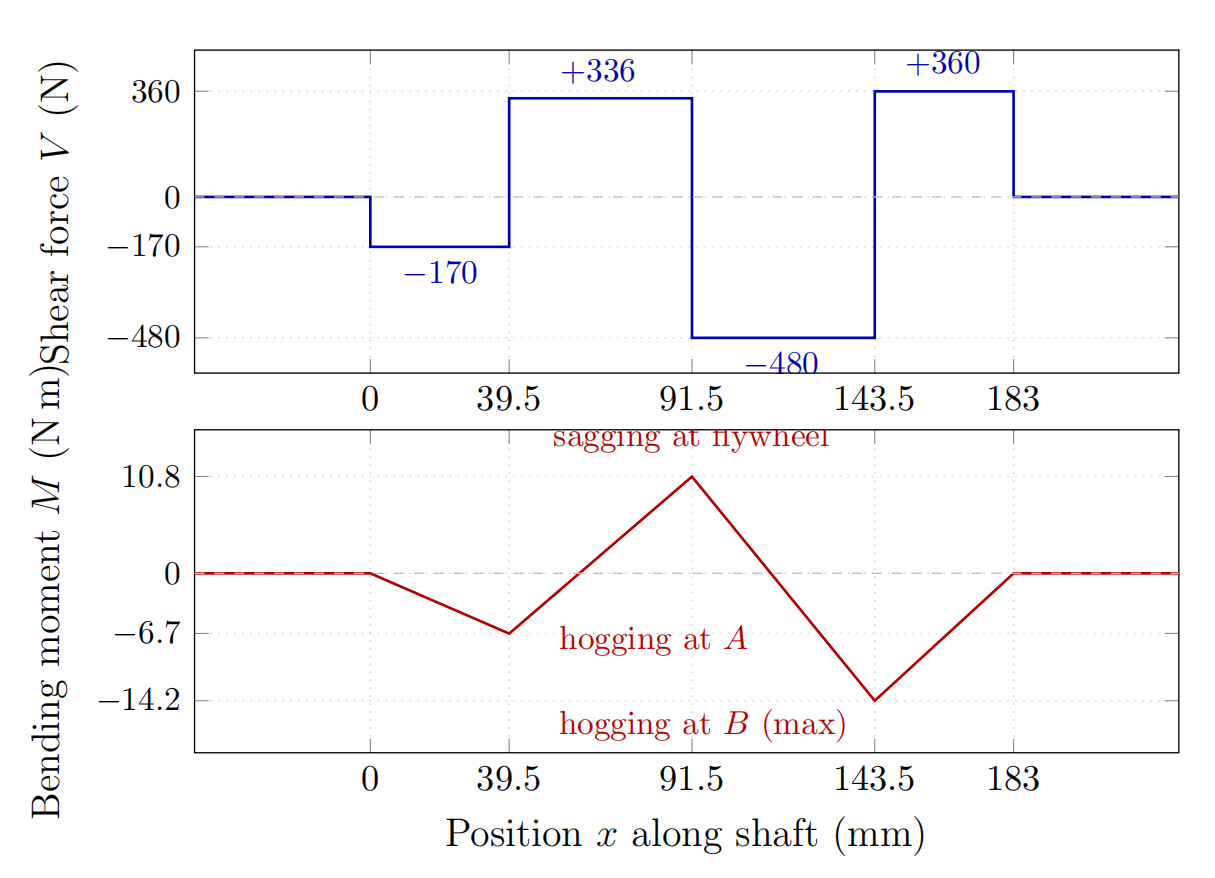
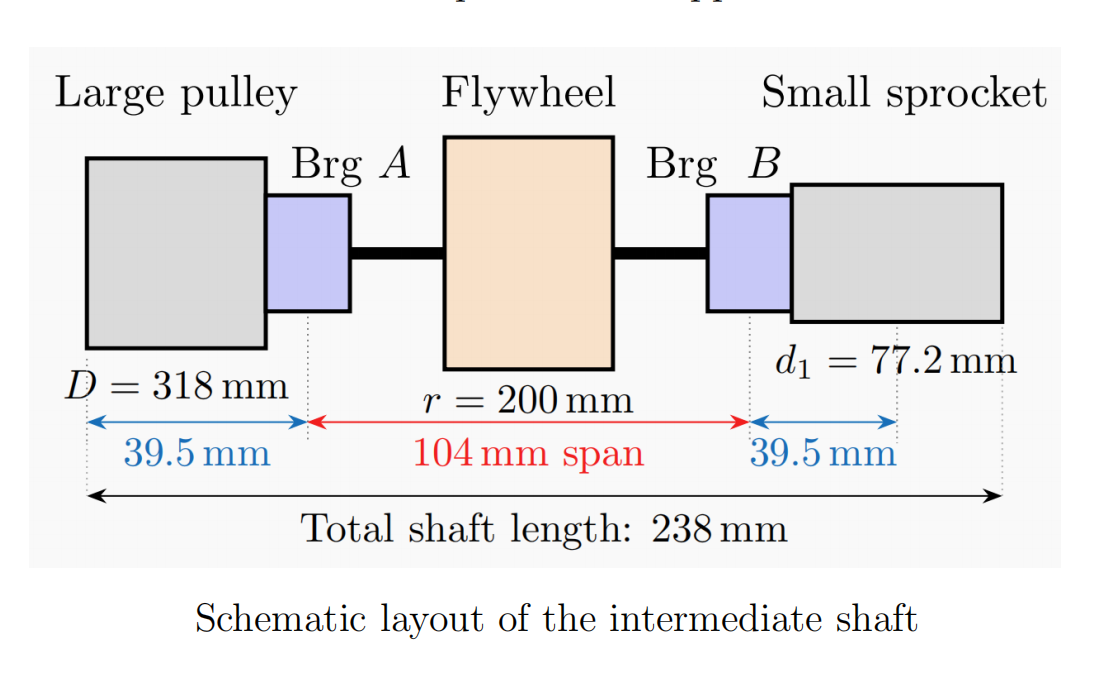
- Flywheel provides 4.27 kg m² inertia against a required 0.458 kg m²; SKF 6204-2RS1 bearings predicted at 33,500 hours against a 15,300 hour requirement
Tech Stack
Belt Drive DesignShigley's Machine ElementsBearing Life CalculationFlywheel DynamicsMotor Selection
Gallery





Challenges
- Deriving motor power requirements by integrating the compressor torque curve and accounting for belt, chain, and ancillary losses
- Sizing the flywheel from compressor torque-crank-angle data to keep speed fluctuation within specification
- Achieving 179.7 rpm output against a 180 rpm target through sprocket tooth count selection
Outcomes
- Output speed of 179.7 rpm achieved, 0.2% off the 180 rpm target
- Belt FOS of 2.29 and chain FOS of 3.24; bearing L10 life of 33,500 hours exceeds the 15,300 hour requirement
- Complete system from motor to compressor output with full power budget, flywheel, shaft, and bearing calculations documented